想要一睹盐城 本地 焊管矩形管多行业适用产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:盐城 本地 焊管矩形管多行业适用的图文介绍


21世纪是合作的世纪.尤其是市场经济时代,竞争日趋白热化。令商界不能不关注的是,今天的竞争,已较原始意义的竞争发生了本质的变化,靠拼价格、拼资金赢得市场的时代已经成为过去。 行业与行业、企业与企业之间的竞争,已经向“合作共赢”、比拼服务的链条式竞争转型.实施集团化动作占领市场,实惠做大、做强、做长、做久的远景目标,已是不争的事实和大势所趋。
而实现这一切的基础,就是诚。只有诚,才能合作;只有合作,才能共赢;只有共赢,才能 团结;只有团结,才能创新;只有创新,才能高效(发展)!所以,聊城众顺在诞生那天起,就将“诚、团结、创新、高效”定位为经营发展的“八字真言”;就将“强势品牌”作为经营的主导方向; 就将“倾听客户、服务客户”作为根本的经营定位;就将“科技经济实力雄厚的上游生产企业、广 大原代理商和终端用户之间的沟通、息反馈”作为提升产品市场竞争力、打造强势品牌的动力核心。
“乘风破浪会有时,直挂云帆济沧海”励精图治、兢兢业业的“聊城众顺”人,有心、有决心、也有能力携手广大同仁扬帆出海,脱颖而出,迎接和谐、发展的新时代!
我们的愿望:
您的坦诚建议:是对我们高的褒奖;您的满意笑:是对我们殷切的期望;您的由衷任:必将成就我们的发展成长。
我们的道德观:
诚:以诚待人,诚感天地;:人而守,行必有果;和:和气生财,和谐发展;善:与人为善,善莫大焉。



厚壁方管、产品质量是企业生存的根本,专业化、标准化、规模化是我们发展的目标,武恒金属制品有限公司以客户满意为中心,通过质量、服务建立顾客系统,长期以来我们秉承质量是生命的原则,以诚实、信誉为经营理念,以良好的口碑求市场,以严格的质量求发展。我们将本着以客为尊,以质为本的精神,重质量、守信誉,竭诚欢迎国内外客户来人来电洽谈业务,共谋发展,携手合作,共创美好明天!


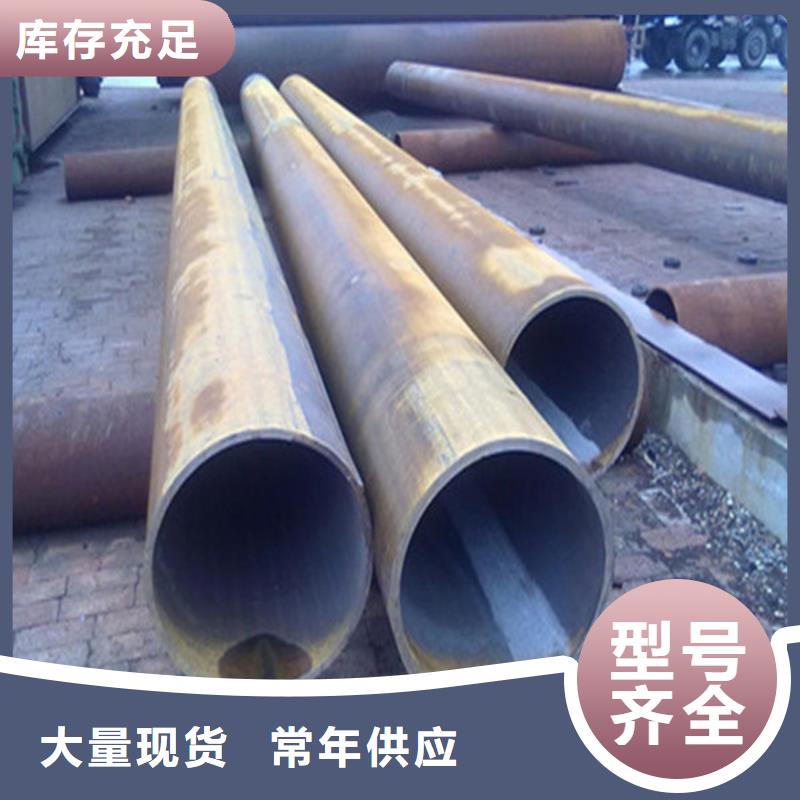
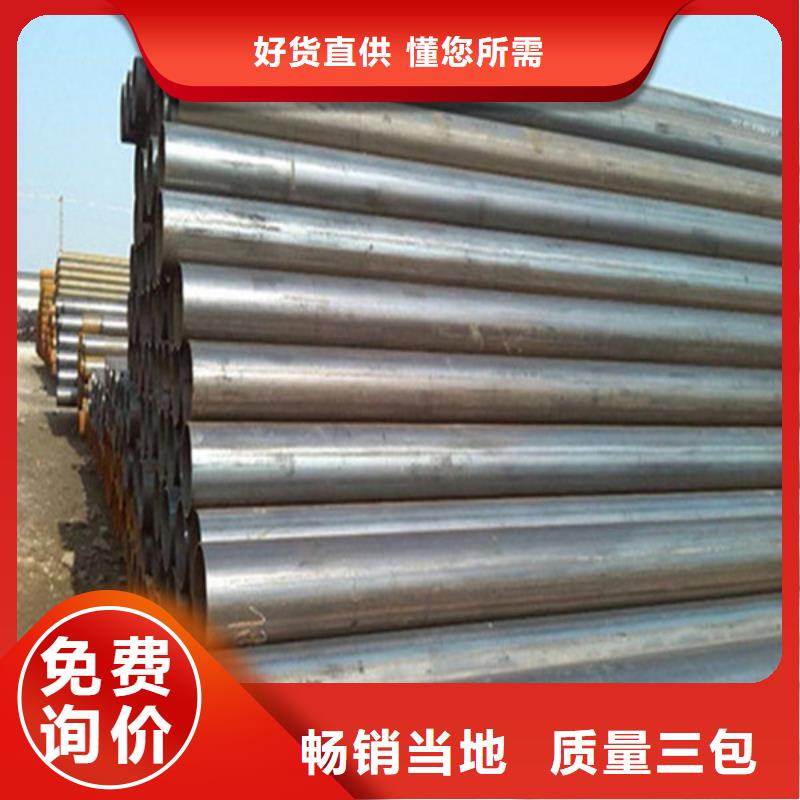
1、高频直缝管 (ERW焊管)规格:∮21-508mm,壁厚0.5-22mm长度:5M-20M。
2、LSAW大口径直缝焊管(双面埋弧直缝焊管)常规规格:外径∮351-2150mm,壁厚5-60mm长度:5M-16M。
3、对接焊钢管(丁字焊钢管)规格为∮457-∮2500 直缝焊管可执行标准:GB/T13793-1992,GB/T3091-2008 ,GB/T9711.1-1997,API SPEC 5L, 5CT,EN10217,EN10219,ASTM A53 或技术协议直缝焊管材质:Q195-235 Q345(B,C) L175-L555(A,B级钢,X42-X80),J55、K55、N80。
4. 专业生产耐候钢管 保证材质 我公司订做耐候钢原材料,加工生产。原材料为钢厂定制,材质保证。欢迎新老客户来厂参观,洽谈。
还可订做以下特殊规格直缝焊管、镀锌钢管:57,98,102,108,121,127,133,140,152,159,165,168,177.8,180,194,203, 245,299,351,400,500,600,700,800,900,1000,1100,1200。
直缝焊管主要用途:建筑,汽车,陆上、海洋油气、煤浆、矿浆介质的输送及海洋平台、电站、化工和城市建筑结构用管。
经营理念:“同样的产品比质量、同样的质量比价格、同样的价格比服务、 同样的服务比誉”。
企业精神:创新是永恒的主、超越是不懈的追求。
因钢管商品型号较多,未能全部标注!未标注型号----请咨询客服
因近期原材料价格变动幅度较大,因此公司所有产品没有及时修正价格,请咨询确认当日价格为准!!!



1碳钢焊接钢管质量应符合下列要求:
管节的材料、规格、压力等级、加工质量应符合设计规定;管节表面应无斑痕、裂纹、严重锈蚀等缺陷;一节管不允许有两条纵缝。
2碳钢管道安装前,管节应逐根测量、编号,宜选用管径相差小的管节组对焊接。管道穿越道路时应相应增加钢套管。
3下管前应先检查管节的外防腐层,合格后方可下管。
4管节组成管段下管时,管段的长度、吊距,应根据管径、壁厚、外防腐层材料的种类及下管方法确定。
5弯管起弯点至接口的距离不得小于管径,且不得小于100mm。
6管节焊接采用的焊条应符合下列规定:
焊条的化学成分、机械强度应与へ母材相同且匹配,兼顾工作条件和工艺性; 焊 条质量应符合现行 标准《碳钢焊条》、《低合金焊条》的规定;焊条应干燥;根据《现场设备、工业管道焊接工程施工及验收规范》(GB50236-98)
7管节焊接前应先修口、清根,管端端面的坡口角度、钝边、间隙,应符合下表规定;不得在对口间隙夹焊帮条或用加热法缩小间隙施焊。
8对口时应使内壁齐平,应当采用长300mm的直尺在接口内壁周围顺序贴靠,错口的允许偏差应为0.2倍壁厚,且不得大于2mm。
9对口时焊缝的位置应符合下列规定:
直管段上两对接焊口中心面间的距离,当公称直径大于或等于150mm时,不应小于150mm,当公称直径小于150mm时, 不应小于管子外径。
管子对口时应在距接口中心200mm处测量平直度,当管子公称直径小于100mm时,允许偏差为1mm,当管子公称直径大于或等于100mm时,允许偏差为2mm。但全长允许偏差为10mm。
10管道上开孔应符合下列规定:
不得在干管的纵向、环向焊缝处开孔;管道上任何位置不得开方孔;不得在管节上或管件上开孔;直线管段不宜采用长度小于800mm的短节拼接。
11在恶劣环境下焊接应符合下列规定:
当工作环境的风力大于5级、雪天或相对湿度大于90%时,应采取保护措施施焊;焊接时,应使焊缝可自由伸缩,并应使焊口缓慢降温。




 扫一扫
扫一扫