


 扫一扫
扫一扫




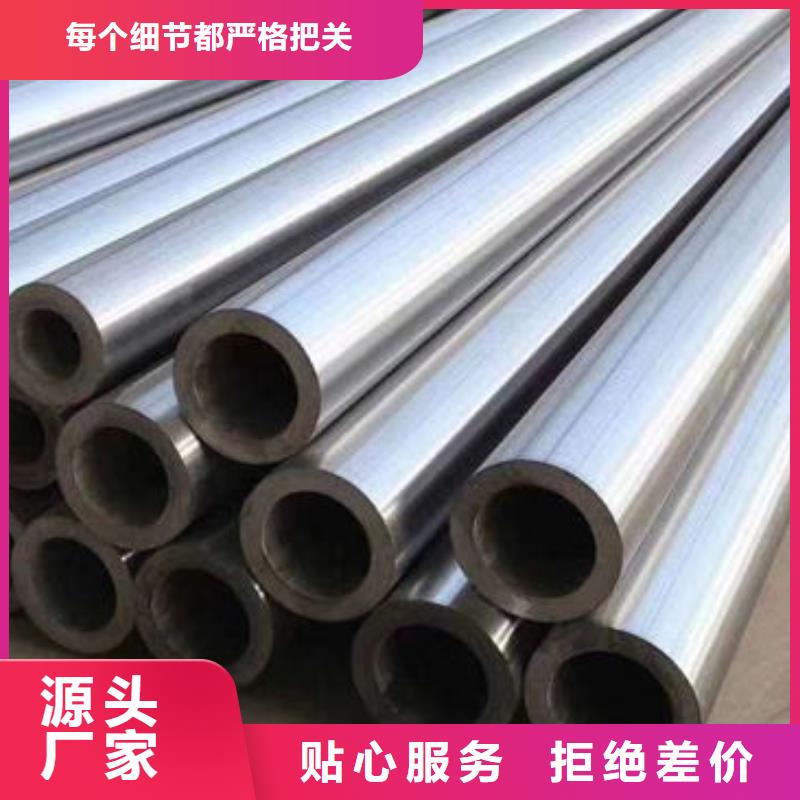
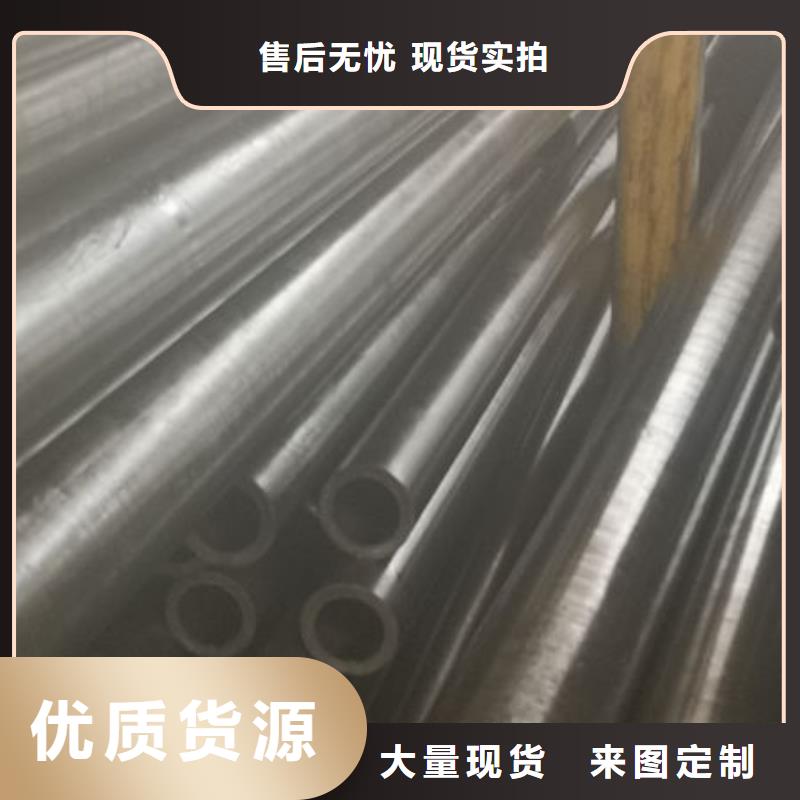
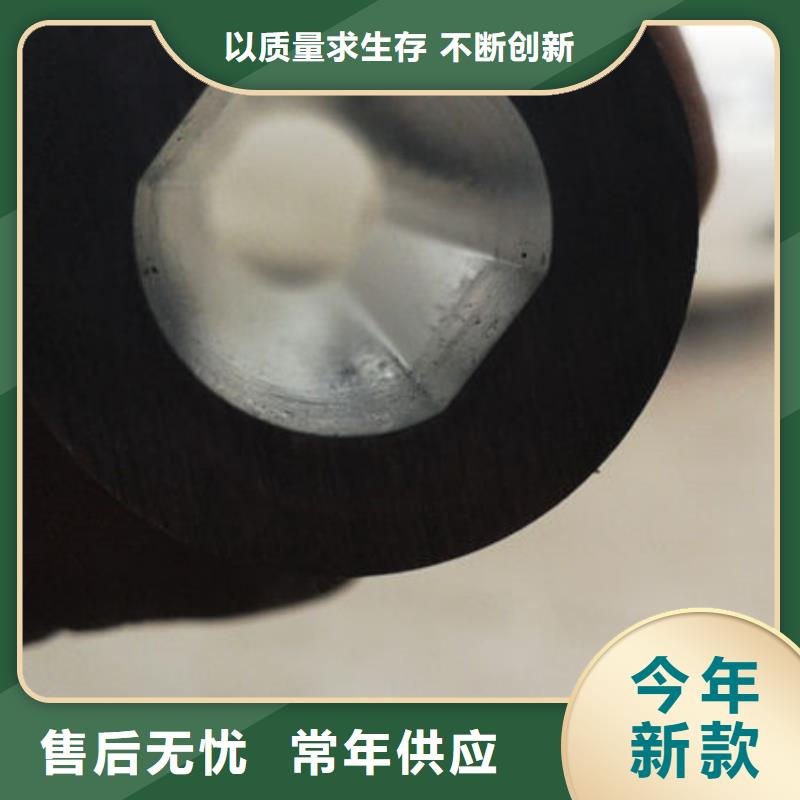
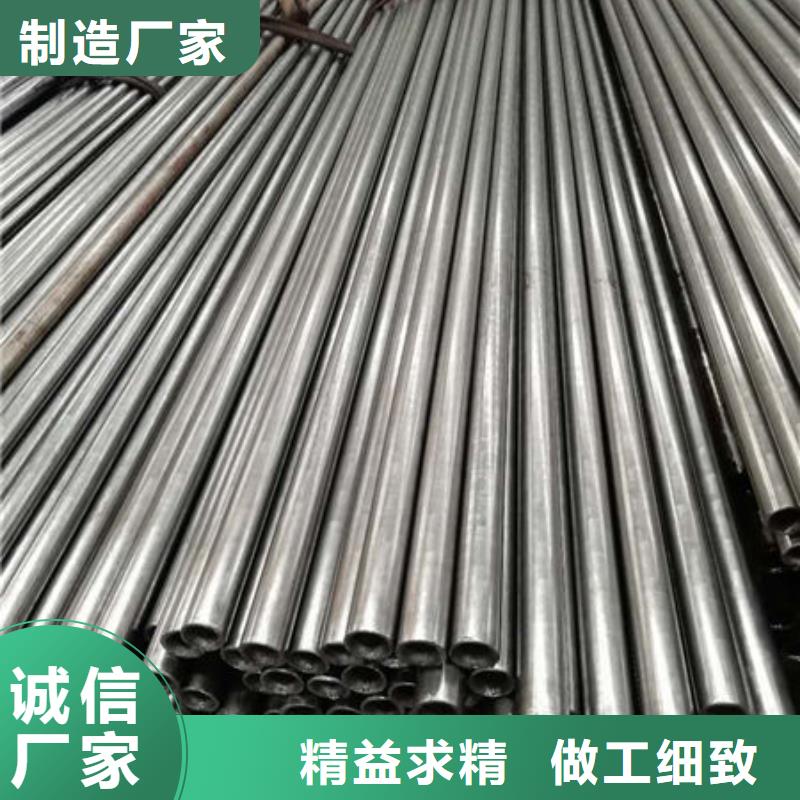
精密无缝钢管是一种通过冷拔或热轧处理后的一种高精密的钢管材料。由于精密无缝钢管内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝等优点,所以主要用来生产气动或液压 元件的产品,如气缸或油缸,可以是无缝管,也有焊接管。精密无缝钢管特点
1.外径更小。
2.精度高可做小批量生。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
现在市面上生产的精密无缝管,大多数都是采用热处理工艺制造而成的,前奏需要进行真空退火,退火的温度越低,则对于真空度的要求越高,在此过程中,需要经过极为复杂的过程,相对而言,精密无缝管对于技术方面的要求要高出许多,所以,这种管道材料在质量的方面才会具有如此显著的优势。






技术支持:k797.com